



新加入会员
更多
- 三达水纯化水系统应用北京中建北方环境科技有限公司工程项目上采用200L双级反渗透RO+EDI
- 三达水与湖南宁泰橡塑有限公司签约采购合作纯水感应阀
- 三诺生物传感股份有限公司-纯化水感应水龙头感应隔膜阀智能自动给水器
- 金匙医学-基因
- 北京观澜科技有限公司是一家专业从事生物的中关村高新技术企业
- 北大国际医院纯化水系统-消毒供应中心纯水分配
- 三达水(北京)科技有限公司-纯化水设备 超纯水设备 EDI纯水设备 注射水机设备
- 北京子涵世纪科技有限公司,主营纯水机超纯水仪超纯水器纯水器去离子水机纯水设备
- 三达水科技提供威立雅实验室中央纯水系统-Elga埃尔格超纯水机维保服务及中产耗材替代保养
- 北京谱尼测试1000L-EDI系统纯化水系统维保服务
- 周口师范学院化学院化学院纯化水系统维保方案提供
- 百力司康生物医药(杭州)有限公司
- 厦门艾思创达医学科技有限公司-厦门生物医药基地三期100LEDI纯化水机
- 江苏络贝齐建设工程有限公司
- 北京质肽生物医药科技有限公司GMP纯化水系统改造工程项目
| 方案下载 >> EDI纯水系统流程图
|
| 500L双级加EDI超纯水无中间水箱流程图
|
|
设计基础 1.1本方案涉及的流程及设备是为了满足:贵公司生产工艺用水项目,要求如下: 1.1.1产水用途:质谱仪医疗器械生产工艺纯化水,符合GMP认证。 1.1.2系统总进水量:预处理:1. 5m3/hr 1.1.3系统出力:一级RO纯水处理:0.8m3/hr;回收率:60%; 二级RO纯水处理:0.5m3/hr;回收率:75%; EDI超纯水处理:0.5m3/hr;回收率:80-90%; 1.1.4终端产水水质:电阻率:≥15MΩ.CM 电导率≤0.1μs/cm 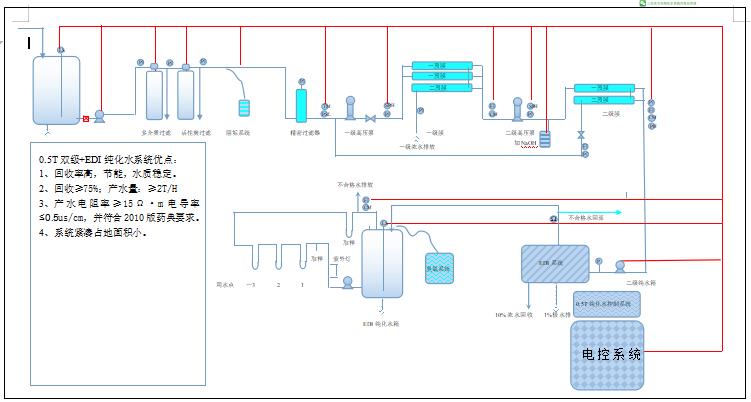 反渗透装置是该项目预脱盐的心脏部分,经反渗透处理的水,能去除绝大部分无机盐、有机物、微生物等。设计的合理与否直接关系到项目的投资费用,整个系统运行经济效益,使用寿命,操作可靠简便性。反渗透膜均采用世界上最先进的超低压复合膜,单根脱盐率达99.8%。当系统设计温度为6℃时,考虑到原水水质变化以及膜的使用寿命等因素,本系统采用4英寸的复合RO膜,安装在不锈钢压力容器内。 RO系统回收率在50-75%以上,系统脱盐率不小于95%。在本项目中,考虑到设备的节能、运行压力、膜的透过率、膜的脱盐率、出水的含盐量等因素,我公司推荐采用超低压节能型4040型反渗透膜。 |
-
EDI纯水系统流程图:EDI技术及模块优化的运行成本为您提供15MΩ.cm(25℃)以上,TOC 30ppb的Ⅱ级纯水,系统每小时产水量:45-90升,产水符合或超过ISO3696(2级水)
的标准双级反渗透工艺,采用双膜及过渡水箱,使系统能耗更低、废水更少、产水质量更稳定。即使在源水水质较差的工况下,二级RO产水电导率同样可稳定在1-5μs/cm。
EDI技术及模块,以优化的运行成本为您提供始终如一的15MΩ.cm(25℃)以上,TOC<30ppb的Ⅱ级纯水。系统每小时产水量:100-10000升,产水符合或超过ISO3696(2级水)、ASTM D1193(Ⅱ级电阻率和TOC表Ⅰ指标)、CLSI(前NCCLS)临床试验室、GB/T 6682及美国、欧盟和日本药典中对纯水的要求。[了解详细]